E-Props : manufacturing, leading edge protection, balancing, tracking
E-PROPS propellers are manufactured entirely in France (South-East, Provence, near Sisteron).
The team of 53 aeronautical engineers and technicians produces over 75000 carbon blades a year.
1- E-Props manufacturing process
2- Leading edge protection
3- Propellers balancing
4- Tracking
All E-PROPS parts - blades, hubs and spinners - are made of carbon + epoxy resin.
They are manufactured using a process known as RTM (Resin Transfer Molding).
=> See description here: E-PROPS MANUFACTURING PROCESS
E-PROPS offers two solutions for reinforcing its carbon blades: Titanium leading edge protection (V20 propeller range) or Nanostrength impact additive reinforcement (V12 propeller range - no longer in production since 2019 - and fixed-pitch propeller range).
=> See description here: LEADING EDGE PROTECTION

E-PROPS Titanium leading edge protection
E-Props are renowned for their light weight, low moment of inertia and perfect balance. They all leave our workshops perfectly balanced. At E-Props, each set of blades is balanced with its own hub and spacer.
Note: in a propeller, the blades don't necessarily have to have the same mass. If your blades don't have the same mass, it doesn't matter. What counts for perfect balancing is the distribution of mass along the length of the blade, i.e. the static moment.
=> See explanations here: E-PROPS BALANCING
"Tracking" is the difference in longitudinal position from one tip to the next.
On E-PROPS, the maximum tracking tolerance is 15 mm.
=> See details here: E-PROPS TRACKING
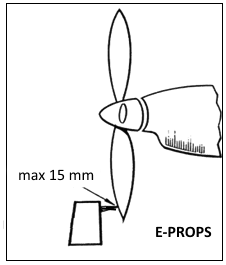
E-Props max tracking
The team of 53 aeronautical engineers and technicians produces over 75000 carbon blades a year.
1- E-Props manufacturing process
2- Leading edge protection
3- Propellers balancing
4- Tracking
1- E-Props manufacturing process
All E-PROPS parts - blades, hubs and spinners - are made of carbon + epoxy resin.
They are manufactured using a process known as RTM (Resin Transfer Molding).
=> See description here: E-PROPS MANUFACTURING PROCESS
2- Leading edge protection
E-PROPS offers two solutions for reinforcing its carbon blades: Titanium leading edge protection (V20 propeller range) or Nanostrength impact additive reinforcement (V12 propeller range - no longer in production since 2019 - and fixed-pitch propeller range).
=> See description here: LEADING EDGE PROTECTION
E-PROPS Titanium leading edge protection
3- Propellers balancing
E-Props are renowned for their light weight, low moment of inertia and perfect balance. They all leave our workshops perfectly balanced. At E-Props, each set of blades is balanced with its own hub and spacer.
Note: in a propeller, the blades don't necessarily have to have the same mass. If your blades don't have the same mass, it doesn't matter. What counts for perfect balancing is the distribution of mass along the length of the blade, i.e. the static moment.
=> See explanations here: E-PROPS BALANCING
4- Tracking
"Tracking" is the difference in longitudinal position from one tip to the next.
On E-PROPS, the maximum tracking tolerance is 15 mm.
=> See details here: E-PROPS TRACKING
E-Props max tracking




